|
在线流动前沿检测
再生碳纤维毡
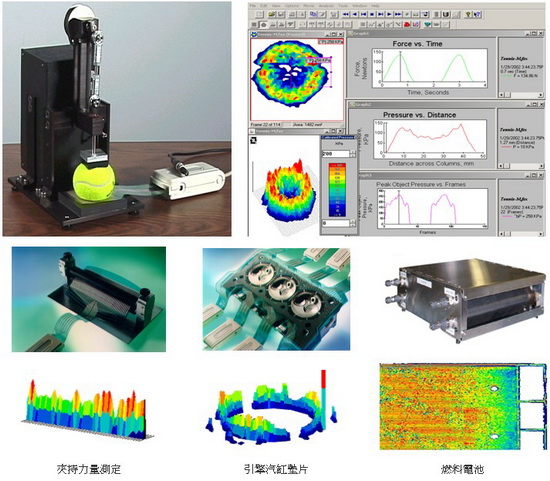
表面测绘传感器
J。克拉兹1*
,左。Zschenderlein1号
,A。2级
1英国布里斯托尔BS8 1TR布里斯托尔大学布里斯托尔复合材料研究所(ACCIS)。
2南特大学热能与能源实验室(LTEN)é 德南特,44306,南特,法国。
关键词:过程监控;不连续钢筋;液体复合成型;
树脂流动。
介绍
大多数复合材料制造过程发生时几乎没有关于变化的实时信息
对复合材料微观结构的影响。关于离散流之间流动前沿位置的信息
测量点可用于检测缺陷,如液体模塑过程中的干点
由影响局部渗透率的纤维体积分数变化产生。低纤维体积区域
可能导致赛道,而高纤维体积分数可能会阻止干纤维的充分渗透
区域。在连续纤维加工过程中,经常会观察到有间隙存在的情况
钢筋或在模具壁上。纤维体积分数的变化不太常见
连续材料,但再生碳纤维毡已显示出纤维含量的空间变化[1]。
在树脂注射过程中,传感技术已被用于监测模具填充阶段
过程。常用技术包括直流(DC)分析、超声波传感器和
压力传感器[2]。将流动前沿检测的几种传感方法与流动前沿相结合
预测影响树脂流动从而改善树脂流动。Di Fratta等人[3]重建了流动前沿模式
在灌注过程中的任何一点都不用模拟模腔的填充。这是
通过在模腔内放置少量压力传感器实现。获得的
在渗透率比和渗透率较小的情况下,流动前沿估计值与实验值吻合较好
中断是已知的。
本文的目的是研究表面映射传感器是否具有测量点
在毫米的数量级上,可以检测液体模塑过程中的细尺度流动。迄今为止,压力
映射传感器以前从未用于流动前沿检测,但已用于测量
纤维增强体的压实应力与流体压力[4]。
实验方法
利用表面映射传感器和透明上模表面进行了实验
比较以确定当流体饱和时,是否可通过压力变化检测到流动前沿
一种最初干燥的纤维。实验装置如图1所示
在图1(b)所示的底部铺层和底部模具表面灰之间放置映射传感器。
该传感器有一个111.8平方毫米的感应面积,每2.5毫米有一个测量点。
(a) (二)
图1:显示压力映射传感器位置的实验装置(a)和示意图(b)。
结果
表面映射传感器检测到的树脂流动位置似乎是一致的
通过相机拍摄的图像,如图2所示。初始压力分布
包括图2(a、e、i)所示的孔,该孔在预制件的中心冲孔以形成矩形
流经纤维增强体的厚度。注入试验液时,金糖浆
用15%的水稀释,通过图2(b,f,j)中的压力映射传感器观察到流动前沿
通过摄像机图2(d,h,l)。平滑图2(c,g,k)中的原始压力图进一步澄清了
压力映射传感器检测到的流动前沿。观察到强烈的半长轴效应
在连续的单向材料中,由于沿轴向的渗透率较高,流动前沿呈椭圆形
纤维。在再生纤维材料中观察到一个更为圆形的,尽管有点不规则的流动前沿,
在鼓励赛道的情况下,观察到了一个非圆形的流动前沿。
初始压力
分布(原始)
期间的压力
注射(原料)
期间的压力
注入(平滑)摄影机观察
(a) (b)(c)(d)
(e) (f)(g)(h)
(i) (j)(k)(l)
图2:连续单向纤维增强(a–d)、再生不连续纤维材料(e–h)和
a-45连续纤维材料° 中央帘布层的间隙,以创建竞速追踪效果(i–l)。
结论
迄今为止所获得的结果表明,压力映射传感器是一种很有前途的测量方法
液态复合模塑流动前沿检测。一个更详细的分析目前正在进行中
将压力映射传感器和光学相机检测到的流动前沿进行比较和对比,得出更可靠的结论。 |